
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼

一般,为了确保热流道系统体系的密封(热嘴和分流板),必须将体系加热到操作温度,以使其发生的力足以抵消注塑压力,从而避免注塑压力将两个部件顶开。一般,缺乏经验的操作者往往不会等待体系到达操作温度,更糟糕的是,他们甚至或许忘记打开加热体系。 别的,在加热过度的情况下也或许发生漏料现象。因为带钢性边际的热嘴对热膨胀的适应性差,当热流道系统体系被过度加热后,一旦再降低为操作温度时,因为钢性变形的影响,其发生的密封压力无法避免走漏。
热流道系统模具有以下优点:(1)出产自动化:消除后续工序,有利于出产自动化。制件经热流道系统模具成型后即为制品,无需修剪浇口及回收加工冷浇道等工序。有利于出产自动化。现在有许多产品出产厂家均将热流道与自动化结合起来以大幅度地进步出产效率。许多先进的塑料成型工艺是在热流道技术基础上发展起来的。如PET预成型制作,在模具中多色共注,多种资料共注工艺等。(2)缩短周期:制件成型周期缩短,因没有浇道系统冷却时刻的约束,制件成型固化后便可及时顶出。
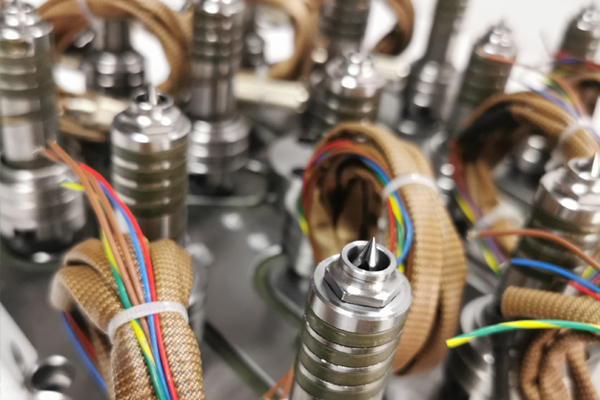
在注塑加工中,热流道系统与模具配合运用,并扮演着非常重要的角色。例如,在超薄件的注塑出产中(如手机电池盖),经过运用热流道系统能够很轻松地出产出高精度、高质量的产品;关于流动性差的注塑质料(如LCP),经过运用热流道能显着改进质料的流动性,确保注塑出产顺利进行;关于一些大型注塑件,如热流道汽车的保险杠和门板、电视机后壳、空调在多型腔的模具注塑中,缺乏热流道根本就无法成型。可以说,热流道是确保流道平衡的最好技能。

热流道系统体系的长处许多,所以会被许多厂家选用,在这里分享热流道系统体系的长处或长处。一、成型周期:许多用热流道模具出产的薄壁零件的成型周期不到5秒。这是由于转轮体系的冷却时刻没有约束,零件成型固化后可以及时推出。二是节省塑料原资料:事实上,在世界上石油和塑料资料价格昂贵的时代,国际上首要的热流道出产商发展迅速。在纯暖流道模具中由于没有冷流道,所以没有出产浪费。由于热流道技术是下降资料成本的有效途径。

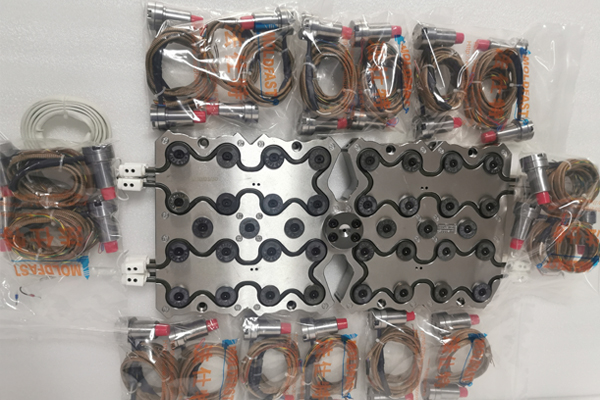
在理想的情况下,流道选用对称方法规划,所有下行流道的流道长度都是共同的。在选用多型腔模具或非对称式模具的情况下,流道的长度及转弯点按流道平衡的概念具体规划,可确保良好的流道分布。根本的特征类型有一模2腔、一模3腔、4腔H型、4腔X型等流道类型。组合为6腔、8腔、12腔、16热流道系统腔、24腔模等等。分流板内流道用于确保让熔融的液体能够以有用的方法进行安置。注塑模具使用热流道系统一个重要的过程是热流道的规划。


