
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼
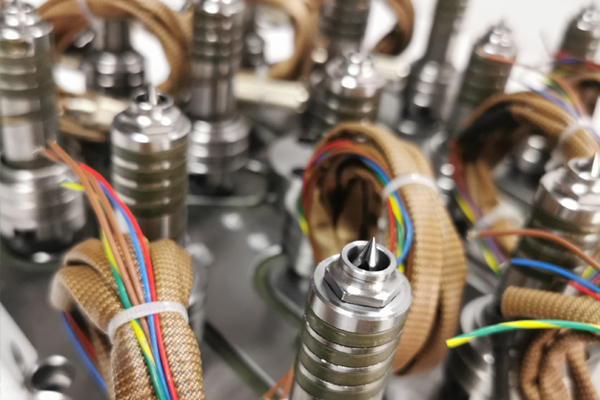
热流道系统阀针嘴是热流道系统的重要部件,针阀热流道阀针嘴的主要特色以及工作原理和日常维护。针阀热流道阀针嘴特色:1、在大型制品的模具中,通过次序控制阀浇口,改善甚至消除熔接纹。2、针阀技术能确保产品外表完美浇口质量,浇口痕迹很小,并且针阀能够做到大浇口,以减小剪切热量及压力损失,降低填充压力及提供宽裕的成型环境;3、热嘴内高导热金属能坚持一定热量到浇口处,而模具使用隔热层防止模具升温,这对非结晶及半结晶塑胶是很有益的;
在热流道系统智能集成温度控制系统技能发展到今日,现已走过了很长一段时间,技能上也日趋老练。但是,热流道系统智能温度控制对初学者来说仍是那么陌生。初学者在安装时常常留意每个组件的外观和字面意思。上面的结构忽略了温度的重要因素。在当今日益先进的技能,智能温度控制系统集成技能现已从早期出生,现在逐步涉及到许多行业,从室内室内地热,空间恒温,小如显卡,主板,CPU、电源能够看到“智能温度控制技能,智能温度控制领域的一个创新散热,智能温度控制的新技能现已从各个制造商。

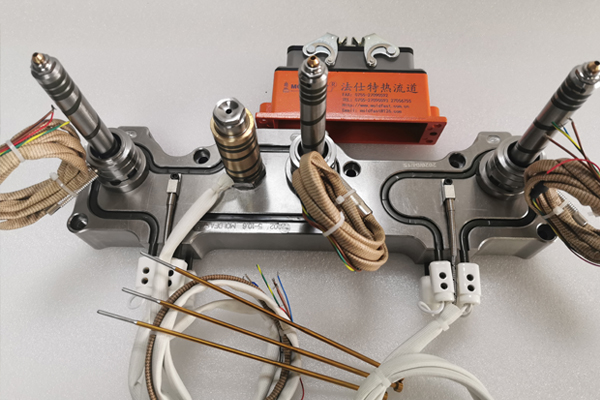
开放式热流道系统体系:结构比较简单热流道系统,表面质量差,对拆料的局限性较高,比较简单呈现拉丝和熔液泄漏,国外应用比较少,因为同一模具上可以和针阀式混用,所以用的企业还是比较多的。针阀式热流道体系:表面漂亮,节省资料,内部紧密,强度高热流道,。针阀式其实也有两种热流道,气缸式和绷簧式,这个前面文章有介绍。热流道模具已被成功地用于加工各种塑料资料。如PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。

在理想的情况下,流道选用对称方法规划,所有下行流道的流道长度都是共同的。在选用多型腔模具或非对称式模具的情况下,流道的长度及转弯点按流道平衡的概念具体规划,可确保良好的流道分布。根本的特征类型有一模2腔、一模3腔、4腔H型、4腔X型等流道类型。组合为6腔、8腔、12腔、16热流道系统腔、24腔模等等。分流板内流道用于确保让熔融的液体能够以有用的方法进行安置。注塑模具使用热流道系统一个重要的过程是热流道的规划。

一般情况下,热流道系统排气孔既可设在型腔内熔料流动的止境,也可设在塑模的分型面上。后者是在凹模一侧开设深0.03-0.2mm,宽1.5-6mm的浅槽。此外,亦可使用热流道系统顶出杆与顶出孔的配合空隙,顶块和脱模板与型芯的配合空隙等来排气。它是在模具中开设的一种槽形出气口,用以排出原有的及熔料带入的气体。熔料注入型腔时,原存于型腔内的空气以及由熔体带入的气体在料流的止境通过排气口向模外排出,不然将会使制品带有气孔、接不良、充模不满,乃至积存空气因受紧缩产生高温而将制品烧。


