
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼

好处1、出产自动化消除后续工序,有利于出产自动化。制件经热流道配件模具成型后即为成品,无需修剪浇口及收回加工冷浇道等工序。有利于出产自动化。国外很多产品出产厂家均将热流道配件与自动化结合起来以大幅度地进步出产功率。许多先进的塑料成型工艺是在热流道技术基础上发展起来的。如PET预成型制造,在模具中多色共注,多种材料共注工艺等。好处2、缩短周期3、模具图片,在热流道模具中因没有冷浇道,所以无出产费料。这对于塑料价格贵的使用项目含义特别重大。

热流道配件体系被不少人购买和认可,是因为对比于针阀式热流道配件体系来说要实惠些,而且结构简洁,安装方便,对于那些对产品外观要求不高的产品的企业来说就是很好的挑选。不过,开放式热流道体系在拉丝方面就比针阀式暖流道体系要多些了,运用开放式热流道体系时呈现拉丝的情况相对来说就比较常见,原因主要是塑件在冷却时,是由浇口周边皮层先固化,如果浇口区域固化不完全时(浇口区域温度的不断输入),这时开模浇口区域的塑料被拉出构成拉丝现象。
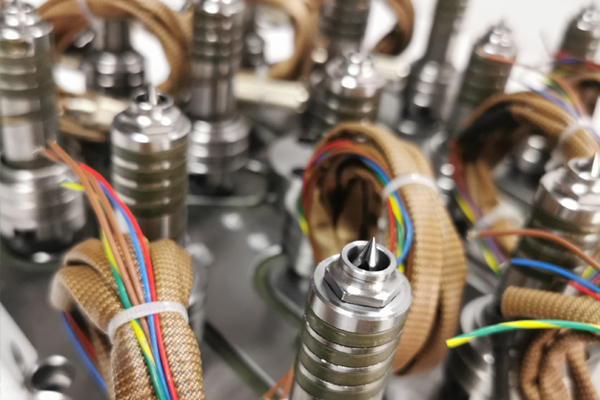
1。在热流道配件热嘴封胶方位和上台阶方位扫红丹,与模具匹配。2。测试热头,然后将其拆下,查看1级密封胶是否触摸到红丹,2级台阶是否触摸到模具。假如没有,请停止装置并查看过错调整。保证紧密配合且无泄漏。在此过程中小心不要碰伤尖端。3。测试代码模板,查看平面是否触摸介子红线,保证模板压下分流板介子。4。装置一切热喷嘴,一起装置中心垫、中心销和防转移销。把红铅扫到它的表面。5。安置热流道配件热管嘴接线,使其规整漂亮,并将每组线按顺序编号。将线路连接到插座。
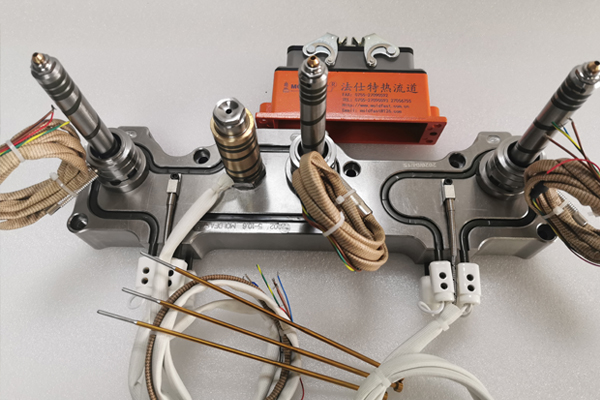
尽管热流道配件是注塑模具的组成部分,可是它的使命和作用与模具自身完全不同。暖流道自身是一个完好独立的体系单元,它需求高精度的装置、衔接和操作。正因为这样的原因,现代先进的热流道配件体系正越来越多地经制造厂家经充沛装置调试结束后以热半模的方式提供给客户。这种方法能避免用户自行进行体系装置时发作过错、简化体系衔接、减少在模具上装置体系所需求的时刻。现在热流道技术在注塑成型领域中正扮演着一个日渐重要的角色。


