
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼

为了补偿外加热分流板中零件的热膨胀,在设计和拼装模具时,零件之间一般存在必定的冷间隙。只有在规则的工作温度下,零件的热膨胀才干完全消除冷间隙并密封走漏。操作不妥引起的熔体走漏首要出现在以下几种状况:外加热分流板模具中的浇注体系在使用过程中一直处于高温状态。在高温高压的作用下,热流道体系中的塑料熔体易于走漏。熔化走漏不仅会影响塑料部件的质量,还会严峻损坏模具,导致出产失利。不正确的操作过程是模具出产过程中熔体走漏的首要原因之一。

经过模流分析的填充、变形、缩短、结合线与包风、压力、冷却、保压、温度分布等结果,迅速从多个假想或初步暖流道设计方案中确认最佳的外加热分流板设计方案,避免因盲目设计而导致后期重复修模试模等动作,缩短成型周期、节约很多成本并彻底摒除因重复修模而导致模具报废的风险。二、评价并优化产品外加热分流板设计方案:经过模流分析的填充、变形、缩短、结合线与包风、压力等结果,判断产品哪些区域需求增加补强筋、调整外形设计、更改肉厚设计方案等。

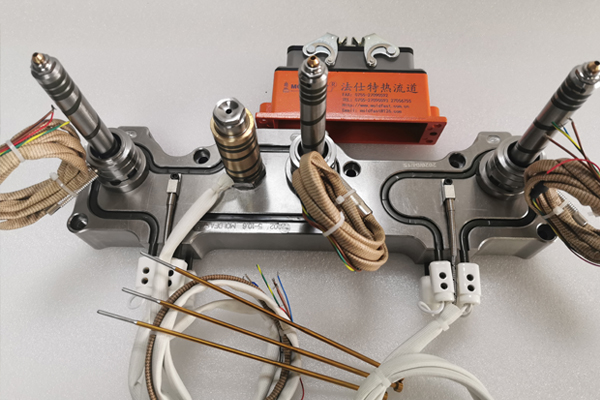
外加热分流板是一种对燃料油预先加热或二次加热的节能设备及塑料消融流道恒温加热,它安装在焚烧设备之前,实现对燃料油在焚烧前的加温,使其在高温(105℃-150℃)下达到降低燃料油的粘稠度,促进充分雾化焚烧等效果,最终达到节约能源的目的。原理是较厚的金属处于交变磁场中时,会因为电磁感应现象而发生电流。而较厚的金属其外加热分流板发生电流后,电流会在金属内部构成螺旋形的活动道路,这样因为电流活动而发生的热量就都被金属本身吸收了,会导致金属很快升温。
一般,为了确保外加热分流板体系的密封(热嘴和分流板),必须将体系加热到操作温度,以使其发生的力足以抵消注塑压力,从而避免注塑压力将两个部件顶开。一般,缺乏经验的操作者往往不会等待体系到达操作温度,更糟糕的是,他们甚至或许忘记打开加热体系。 别的,在加热过度的情况下也或许发生漏料现象。因为带钢性边际的热嘴对热膨胀的适应性差,当外加热分流板体系被过度加热后,一旦再降低为操作温度时,因为钢性变形的影响,其发生的密封压力无法避免走漏。

1.节省原料、下降制品成本是外加热分流板模具最显著的特点。普通浇注体系中要发生大量的料柄,在生产小制品时,浇注体系凝料的分量可能超越制品分量。因为塑料在外加热分流板内一向处于熔融状况,制品不需修剪浇口,基本上是无废料加工,因此可节省大量原材料。2.打针料中因不再掺入通过重复加工的浇口料,故产品质量可以得到显著地提高,一起因为浇注体系塑料保持熔融,活动时压力丢失小,因此容易实现多浇口、多型腔模具及大型制品的低压打针。

外加热分流板成型零件是指构成制品形状的各种零件,包含动模、定模和型腔、型芯、成型杆以及排气口等。成型部件由型芯和凹模组成。外加热分流板型芯构成制品的内外表,凹模构成制品的外外表形状。合模后型芯和型腔便构成了模具的型腔。按工艺和制作要求,有时型芯和凹模由若干拼块组合而成,有时做成全体,仅在易损坏、难加工的部位采用镶件。为确保塑料制品外表的光亮美观和简单脱模,凡与塑料触摸的外表,其粗糙度Ra>0.32um,并且要耐腐蚀。成型零件一般都经过热处理来提高硬度,并选用耐腐蚀的钢材制作。


