
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼
为了补偿热流道温控器中零件的热膨胀,在设计和拼装模具时,零件之间一般存在必定的冷间隙。只有在规则的工作温度下,零件的热膨胀才干完全消除冷间隙并密封走漏。操作不妥引起的熔体走漏首要出现在以下几种状况:热流道温控器模具中的浇注体系在使用过程中一直处于高温状态。在高温高压的作用下,热流道体系中的塑料熔体易于走漏。熔化走漏不仅会影响塑料部件的质量,还会严峻损坏模具,导致出产失利。不正确的操作过程是模具出产过程中熔体走漏的首要原因之一。

1.节省原料、下降制品成本是热流道温控器模具最显著的特点。普通浇注体系中要发生大量的料柄,在生产小制品时,浇注体系凝料的分量可能超越制品分量。因为塑料在热流道温控器内一向处于熔融状况,制品不需修剪浇口,基本上是无废料加工,因此可节省大量原材料。2.打针料中因不再掺入通过重复加工的浇口料,故产品质量可以得到显著地提高,一起因为浇注体系塑料保持熔融,活动时压力丢失小,因此容易实现多浇口、多型腔模具及大型制品的低压打针。

热流道温控器特点1)本温控器设置有超压维护,若将本表误接入380VAC电源,或工厂电压不稳定时会自热流道温控器动堵截电源,以维护电子元器件不被烧毁。2)采用PID操控技能,能精确地把温度操控在±0.5℃之内。3)输出电流15A、适用电压85V~250V、周率50HZ/60HZ、输出功率:3600W(适用额定电热流道压为240V的区域);1650W(适用额定电压为110V的区域)。4)传感器可通过设置选择为J型或K型或E型热电偶。5) 可由按键切换至手动模式设定功率输出百分比(%)。

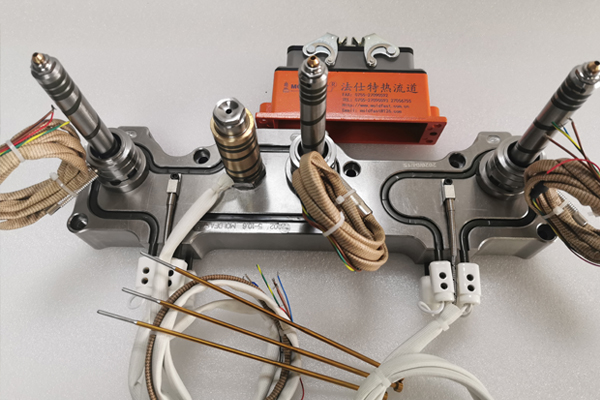
一。热流道温控器体系塑料模具作业原理。单热流道温控器体系主要由单喷嘴、喷嘴头、喷嘴衔接板、温控箱体系等组成。单端热流道体系塑料模具结构简略。熔融的塑料被打针成型机打针到喷嘴的衔接板中。喷嘴到达喷嘴头后,注入腔。二.阀门橡胶口热流道体系塑料模具作业原理。阀门橡胶口热流道体系的塑料模具结构最为复杂,其结构与一般多头热流道体系的塑料模具结构相同。别的,增加了一套阀针传动装置,控制阀针的启闭运动。传动装置相当于液压缸。


