
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼

一般,为了确保针阀式热咀体系的密封(热嘴和分流板),必须将体系加热到操作温度,以使其发生的力足以抵消注塑压力,从而避免注塑压力将两个部件顶开。一般,缺乏经验的操作者往往不会等待体系到达操作温度,更糟糕的是,他们甚至或许忘记打开加热体系。 别的,在加热过度的情况下也或许发生漏料现象。因为带钢性边际的热嘴对热膨胀的适应性差,当针阀式热咀体系被过度加热后,一旦再降低为操作温度时,因为钢性变形的影响,其发生的密封压力无法避免走漏。
针阀式热咀注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。为了削减繁重的模具设计和制作工作量,针阀式热咀注塑模大多采用了规范模架。模具的结构虽然因为塑料种类和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是共同的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。

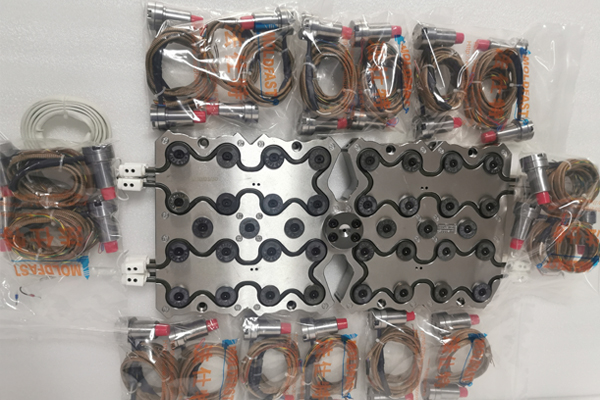
1。在针阀式热咀热嘴封胶方位和上台阶方位扫红丹,与模具匹配。2。测试热头,然后将其拆下,查看1级密封胶是否触摸到红丹,2级台阶是否触摸到模具。假如没有,请停止装置并查看过错调整。保证紧密配合且无泄漏。在此过程中小心不要碰伤尖端。3。测试代码模板,查看平面是否触摸介子红线,保证模板压下分流板介子。4。装置一切热喷嘴,一起装置中心垫、中心销和防转移销。把红铅扫到它的表面。5。安置针阀式热咀热管嘴接线,使其规整漂亮,并将每组线按顺序编号。将线路连接到插座。

针阀式热咀加热器运用注意事项A.元件答应在下列条件下工作:(1)电热管出线端的氧化镁粉,在运用场所防止受到污染物与水分进入,防止漏电事端的发生(2)绝缘电阻≥1MΩ 介电强度:2KV/1min.(3)针阀式热咀电热管应做好定位固定,有效发热区有必要悉数浸入液体或金属固体内,严禁空烧。发现管体表面有水垢或结碳时,应及时清除干净再用,避免影晌散热而缩短运用寿命。(4)加热易熔金属或固态硝盐、碱、沥清、石腊等时,应先降低运用电压,待介质熔化后,才干升至额定电压。

尽管针阀式热咀是注塑模具的组成部分,可是它的使命和作用与模具自身完全不同。暖流道自身是一个完好独立的体系单元,它需求高精度的装置、衔接和操作。正因为这样的原因,现代先进的针阀式热咀体系正越来越多地经制造厂家经充沛装置调试结束后以热半模的方式提供给客户。这种方法能避免用户自行进行体系装置时发作过错、简化体系衔接、减少在模具上装置体系所需求的时刻。现在热流道技术在注塑成型领域中正扮演着一个日渐重要的角色。


