
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼

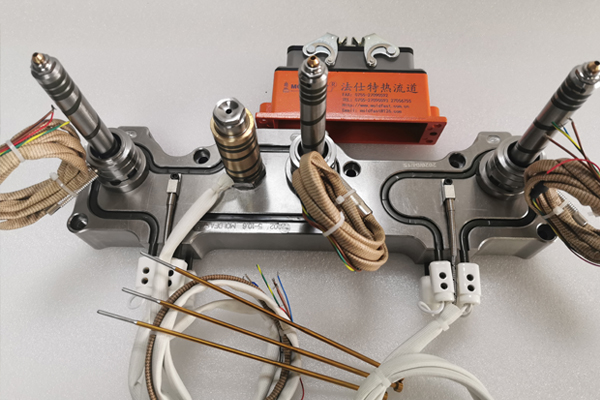
热流道加热圈阀针嘴作业原理:1、浇口封闭——打针结束时,打针信号消失,电磁阀断电,气缸改变进气通道,使活塞带动阀针向暖流道下运动,然后封闭浇口,流道内的熔体始终保持熔融状况而不会发作溢料、流涎等现象,型腔内熔体则逐渐冷却固化,后得到所需的高品质制品。2、浇口开启——打针信号传递给针阀嘴的电磁阀,进而控制气缸热流道加热圈的进气通道,使得气缸的活塞带动阀针向上运动,然后打开浇口,塑料熔体从注塑机喷嘴经主体流道、热嘴本体流道而注入型腔。

举个例子:对于一个60mm厚的分流板和一个40mm 的热嘴组件,当温度升高到230℃的操作温度热流道加热圈后,通常会胀大0.26mm。如果没有冷间隙,热胀大往往会造成热嘴的边缘损坏。所以,出现热流道加热圈漏料的一个重要原因便是热流道,:在冷却条件下没有有效的密封。其次,大都情况下,为了保证体系的密封(热嘴和分流板),暖流道,必须将体系加热到操作温度,以使其发生的力足以抵消注塑压力,然后防止注塑压力将两个部件顶开。在这种情况下,缺乏经验的操作者往往不会等待体系达到操作温度。

什么是热流道加热圈体系呢,热流道加热圈体系操作都有哪些注意事项呢。塑胶注塑模具中为了促进塑胶熔体在型腔中的流动,把主流道和分流道用适当的方法加热,使塑胶一直保持熔融状况,完成连续注塑的结构就是暖流道体系。暖流道体系的优缺点长处节约质料,削减注塑週期,进步生产功率原材料百分百产品化,减二次料引起的不良进步产品品质(压力,产品的内应力下降)延长模具寿数不需求預留流道位,削减模具尺寸.容易定澆口位缺点模具成本上升保护保修需求专业人员模具设计要充分查验
大水口热流道加热圈定制系统中塑料溶体有利于压力传递,流道中的压力损失较小,可大起伏下降注塑压力和锁模力,减小了注射和保压时刻,在较小的注塑机上更容易成型长流程的大尺寸塑性,可选择较小的注塑机削减注塑机的费用,强化了注塑机的功能,改进了注塑工艺。大水口暖流道与双分型面的三板模比较,大水口热流道系统内的塑料溶体温度不易下降,保持恒湿,不需要像冷流道模具,以进步注射温度来补偿塑料溶体温度的下降,所以热流道加热圈内的塑料溶体更易流动。

一。热流道加热圈体系塑料模具作业原理。单热流道加热圈体系主要由单喷嘴、喷嘴头、喷嘴衔接板、温控箱体系等组成。单端热流道体系塑料模具结构简略。熔融的塑料被打针成型机打针到喷嘴的衔接板中。喷嘴到达喷嘴头后,注入腔。二.阀门橡胶口热流道体系塑料模具作业原理。阀门橡胶口热流道体系的塑料模具结构最为复杂,其结构与一般多头热流道体系的塑料模具结构相同。别的,增加了一套阀针传动装置,控制阀针的启闭运动。传动装置相当于液压缸。


