
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼

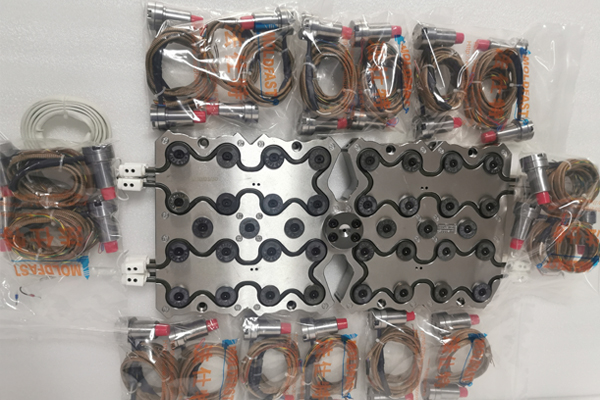
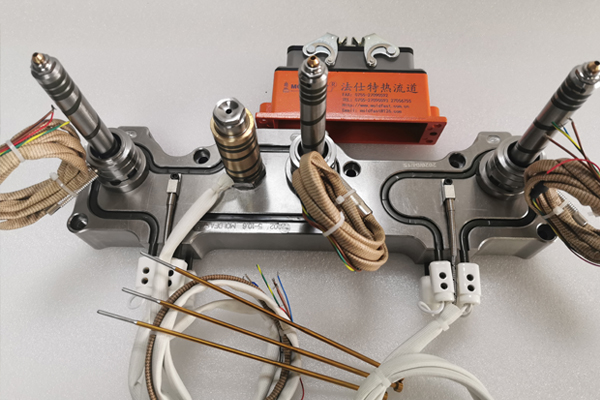
一。热流道电缆体系塑料模具作业原理。单热流道电缆体系主要由单喷嘴、喷嘴头、喷嘴衔接板、温控箱体系等组成。单端热流道体系塑料模具结构简略。熔融的塑料被打针成型机打针到喷嘴的衔接板中。喷嘴到达喷嘴头后,注入腔。二.阀门橡胶口热流道体系塑料模具作业原理。阀门橡胶口热流道体系的塑料模具结构最为复杂,其结构与一般多头热流道体系的塑料模具结构相同。别的,增加了一套阀针传动装置,控制阀针的启闭运动。传动装置相当于液压缸。
在打针机料筒里和暖流道的流道中,固化或半固化的塑料与金属表面之间有很强的粘着现象,甚至使氮化层别离。打针机的螺杆和开关式喷嘴的柱销有表面氮化层。在完毕暖流道打针模生产前,对于高温塑料和热敏性塑料,必须进行换料清洗。热流道电缆打针模生产完毕后,采用相似打针机的关机步骤操作,还必须做到如下操作:1、关掉热流道电缆的加热器。2、再关掉模具的冷却体系。对加热的暖流道体系,要在温度下降到 80 ℃今后,才能关掉模具的冷却体系。
一般情况下,热流道电缆排气孔既可设在型腔内熔料流动的止境,也可设在塑模的分型面上。后者是在凹模一侧开设深0.03-0.2mm,宽1.5-6mm的浅槽。此外,亦可使用热流道电缆顶出杆与顶出孔的配合空隙,顶块和脱模板与型芯的配合空隙等来排气。它是在模具中开设的一种槽形出气口,用以排出原有的及熔料带入的气体。熔料注入型腔时,原存于型腔内的空气以及由熔体带入的气体在料流的止境通过排气口向模外排出,不然将会使制品带有气孔、接不良、充模不满,乃至积存空气因受紧缩产生高温而将制品烧。

热流道电缆体系FEA的根本过程,正如前面指出的,进行热流道电缆体系的FEA剖析热流道与使用热流道old flow进行注塑件的仿真类似。差异在于在热流道体系的FEA是模拟流道体系中的活动而不是塑料件的活动。首先,热流道体系的初始化规划是必需的。规划要清晰表示出热流道所需的点数,模具上注嘴的大致方位和零件大概的重量。无论使用何种FEA软件,CAE模型应该要能表示出热半模的规划。流道的长度和间隔能够在以后通过初步剖析再进行调整。

在注塑加工中,热流道电缆与模具配合运用,并扮演着非常重要的角色。例如,在超薄件的注塑出产中(如手机电池盖),经过运用热流道电缆能够很轻松地出产出高精度、高质量的产品;关于流动性差的注塑质料(如LCP),经过运用热流道能显着改进质料的流动性,确保注塑出产顺利进行;关于一些大型注塑件,如热流道汽车的保险杠和门板、电视机后壳、空调在多型腔的模具注塑中,缺乏热流道根本就无法成型。可以说,热流道是确保流道平衡的最好技能。

1、加热过程不当或温度控制不均匀引起的熔体走漏。 在加热过程中,假如喷嘴加热速率高于热流道电缆,则体系部件的轴向热胀大将约束热流道电缆板的横向热胀大,导致热流道板的变形和 熔体走漏。2、注射温度未到达规定的操作温度。 体系加热后,支撑环,热流道板和浇口喷嘴沿轴向胀大,支撑环压在固定板上,热流道板与喷嘴之间发生一定的热压。 假如在特定温度下进行注射,则由热胀大发生的热压不足以抵消熔体压力,这将使喷嘴与热流道板别离并导致熔体走漏。


