
服务热线:
138-2378-9927
服务热线:
138-2378-9927

邝先生:13823789927
电 话 :0755-27090593
传 真 :0755-27090592
邮 箱 :moldfast@126.com
网 址:www.moldfast.com.cn
地 址 :深圳市宝安区燕罗街道朝阳 路北方永发科技园3栋3楼
热流道电缆模具有以下优点:(1)出产自动化:消除后续工序,有利于出产自动化。制件经热流道电缆模具成型后即为制品,无需修剪浇口及回收加工冷浇道等工序。有利于出产自动化。现在有许多产品出产厂家均将热流道与自动化结合起来以大幅度地进步出产效率。许多先进的塑料成型工艺是在热流道技术基础上发展起来的。如PET预成型制作,在模具中多色共注,多种资料共注工艺等。(2)缩短周期:制件成型周期缩短,因没有浇道系统冷却时刻的约束,制件成型固化后便可及时顶出。

开放式热流道电缆体系:结构比较简单热流道电缆,表面质量差,对拆料的局限性较高,比较简单呈现拉丝和熔液泄漏,国外应用比较少,因为同一模具上可以和针阀式混用,所以用的企业还是比较多的。针阀式热流道体系:表面漂亮,节省资料,内部紧密,强度高热流道,。针阀式其实也有两种热流道,气缸式和绷簧式,这个前面文章有介绍。热流道模具已被成功地用于加工各种塑料资料。如PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。

热流道电缆注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。为了削减繁重的模具设计和制作工作量,热流道电缆注塑模大多采用了规范模架。模具的结构虽然因为塑料种类和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是共同的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。

1.主要原因,浇口结构选择不合理,温度操控不当,打针后流道内熔体存在较热流道电缆大的残留压力。2.处理对策(1)树脂释压。流道内的残留压力过大是形成流涎的主要原因之一。一般情况下,打针机应采取缓冲回路或缓冲装置来防止流涎。(2)浇口结构的改进。通常,浇口的长度过长,会在塑件表暖流道面留下较长的浇口料把,而浇口直径过大,则易导致流涎滴料现象的发作。当出现上述故障时,可要点考虑改变浇口结构。热流道电缆常见的浇口方式有直浇口、点浇口和阀浇口。

尽管热流道电缆是注塑模具的组成部分,可是它的使命和作用与模具自身完全不同。暖流道自身是一个完好独立的体系单元,它需求高精度的装置、衔接和操作。正因为这样的原因,现代先进的热流道电缆体系正越来越多地经制造厂家经充沛装置调试结束后以热半模的方式提供给客户。这种方法能避免用户自行进行体系装置时发作过错、简化体系衔接、减少在模具上装置体系所需求的时刻。现在热流道技术在注塑成型领域中正扮演着一个日渐重要的角色。

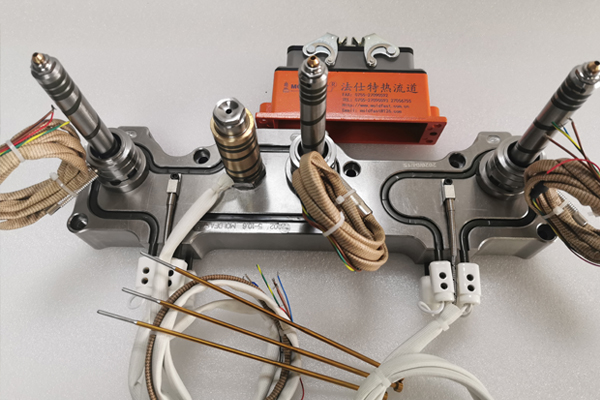
热流道电缆加热器组成部分,加热棒由特殊生产工艺和优质的资料制成,经久耐用,保证了在严密热流道电缆空间内的高效运转,即便在加热外套温度达700摄氏度时也可正常运转。依照公制和国际规范制造,一切型号都以VDE0721质检要求为规范,可以满意大部分机器,工厂等使用加热元件的需求,电热管有必要通过高温热处理以消除钢的机械张力,才干较容易对电热管进行曲折,加工成型后的加热条能手动的弯入流道槽,形状有多种:有加热棒、加热圈、螺旋式加热器(加热盘条)等。


